г. Москва
Категории
-

Водосточные системы
-
Труба водосточная
-
Желоб водосточный
-
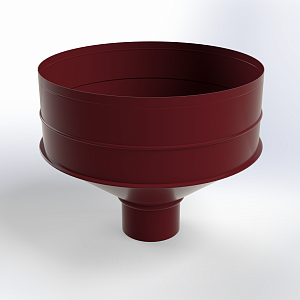
Воронка водосборная
-
Воронка желоба
-
Угол желоба 90
-
Угол желоба 135
-
Заглушка желоба
-
Колено сливное (отмет)
-
Колено трубы
-
Крепление желоба
-
Крепление трубы со шпилькой
-
Крепление трубы на сендвич панель
-

Канадка
-
Тройник трубы водостока
-
Водосточная система из меди
-
Крепление прямоугольного водостока
-
Заглушки прямоугольного водостока оцинкованные
-
Соединители прямоугольных желобов водостока
-
Прямоугольные оцинкованные трубы водостока
-
Прямоугольный водосток оцинкованный
-
-

Доборные элементы
-

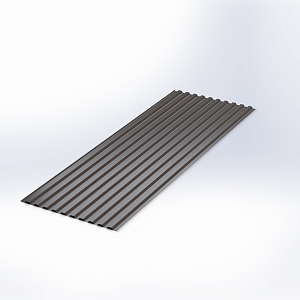
Профнастил
-

ЭБК
-

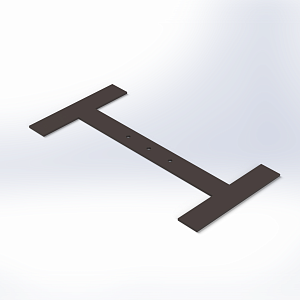
Костыли кровельные
-

Лист